REDONE wrote:I just saw a banner ad a little bit ago, it just said "Make Your Own Skillet", and before my brain registered that it was for Denny's I immediately thought of you, haha! Hope your arm is healing up right and to see more of your fine work before too long.

Ask and you shall recieve my FSJ brother! lol
So hope everyone had a happy holiday,
Its been a wild january so far around the Doghouse. A local store in downtown lakeland asked to carrry my serving boards and cutlery. I agreed to the serving boards, but not to the knife stock they requested. Instead I agreed to building a knife set for display in their store front that could be special ordered by clients. The labor involved in creating enough inventory for a store display that can be refilled immediatly just isnt an option for me at this time.
So aside from Farriery the saws have been humming and the sanders have been running in order to get the Brooke Pottery Order completed.
Heres a link to their web site. It will give you a feel for the type of store. The previous cutting/serving board maker retired so the time was right for me I guess. Judging by the fact that everything cutting board related is sold out, thier eagerness is understood.
http://brookepottery.com/
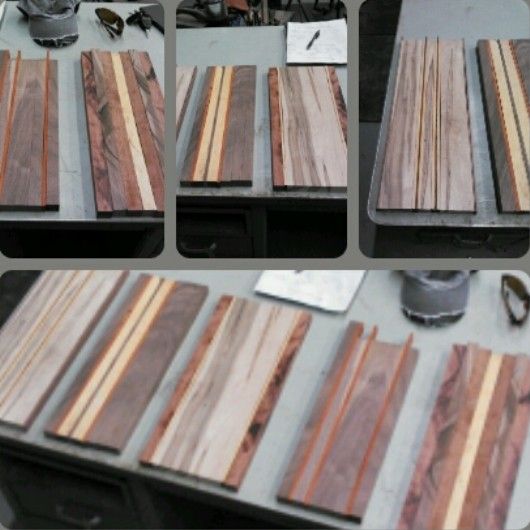
Serving board factory aka Doghouse Forge...
this is taking the "Aggie method" to a whole new level!

It's kinda sad...I got a bunch of gift cards at christmas to use on my jeep restoration, and spent all of it at HF on clamps...Bitter sweet...bad side is I dont have any "free" money left, but the up side is I can clamp 4 boards at a time now. Before I could only do one per day basicly, so this helps alot!
So the knife set is going to be traditional but very "doghouse" at the same time. Im using some amazing wood (no pics untill later , sorry...cant spoil it..

)
Going with a nice mix as far as styles:
Santoku, Mini Cleaver Chopper, 7.5" traditional Chef, Pairing, mini fillet, and two different hidden tangs... a slicer and fish fillet.


Since the last posting I have learned how to do hidden tang handles correctly and I cant wait to show you guys! So freaking slick how it works...
and...
I found this baby for $100 on the big CL monday, new in the box...couldnt get there fast enough. 2x42 with the 1/2HP motor..This is gonna change the knife making from night to day. Its no "Bader" but compared to the 1x30 I have been using....no comparrison...plus, if i dont find the power good enough I can just put the sander arm on my extra baldor and that motor spins with so much torque/rpm it creates a time vortex! :scared:

A quick note for Valentines Day...its coming soon so don't space out and forget...
Here's a variation on the Horseshoe Heart... from the very first post...

This is for a friend of mine. He ordered the word love forged in the handmade horseshoe style and a large heart as well..

Ok so thats the news...
I saw a couple differnt guys on instagram making an axe from rasp and since rasp are kinda my thing...i decided I needed to make one as well.
Its stupid simple...

Break it just like the horseshoe toe bend from the very first post


Once you have it started use the horn and fold it on around itself into a "u"

pick the point you want your handle drift to begin and drive the hammer into the bend you created. flip if over and drive into the other side. the secret is to use the edge of the anvil to set the crease...just like when we made handles a while back...

keep working it tighter and tighter untill your close to the size you want



Once your close use a pipe to even out the distances around the drift...unless you happen to have a 1.5" solid bar lying around you will need to be gentle so you dont crush the pipe.

Next we are gonna forge weld the two sides into one solid section...I use "iron mountain flux" ...borax works as well, but I find the formula in Dr. Millers blend to give an edge in the process.

Get the steel to an almost white heat and then brush the seem clean...apply a bead... bead/layer/line etc... of flux to all the seems in your weld. If your steel is the right temp it will melt into the seems as you are pooring it on..if it completly falls off as you move it around to do the other side it needs to be hotter. Some of the surface flux will fall off, but you will know what im mean when you see it melt into the cracks.

For the sake of the photographic process I got this one really close to the right temp...If you look at the steel about half of it is noticably whiter than the other...this is what you are looking for as for as color..

Unfortunatly I cant take pictures and forge weld at the same time...but its not about how hard you can hit it...Instead you want to work your seems with good even , overlapping blows. think of it as hemming the metal instead of pounding it together. the next series of pics shows the temp/color of the steel when Im welding it...
Work your edges and dont be shy about reheating when needed. if you only get one side done before your color changes thats fine, put it back in and start again with it hot. eventually you will belnd all the edges together. Re-flux each time and get it superheated. With the edges allready welded you can wail on the center and weld it. If you try to weld the center first there will be no sides to contain the mass, and it will just flatten out and push to the sides. With the sides as dams the center forges through to the other side instead of outward...

































































































































































