And finally, welding and weld placement...
Regardless of appearance, all body panels will have crown in at least one direction to help hold the shape of that panel. A flat sheet of metal has no support and will flap in the breeze, so ALL panels will have crown somewhere. If we were to look at the horizontal weld seam along the top of the quarter in a cross-section view (top-down) you would see that despite appearing flat, that panel actually has crown from front to back. It looks like a slight arc. Now, anytime you apply the heat from welding, you are going to get a shrink as that weld cools. When we weld one dot at a time (using the MIG), each and every dot is going to pull at the metal around it, from all directions, causing a shrink. Once you've added all those shrinks from all those weld dots together, along the entire weld seam, it adds up to a substantial amount of shrink such that what used to look like an arc is now more closely resembling a straight line. This is why the panel is pulling inward, the crown is shrinking. If this seam were in the middle of the panel, it would appear as a more pronounced valley. As to the gap question, I prefer no gap at all. The weld seam has a tendency to shrink, and the use of a gap between will permit more movement as this shrinking occurs. This risks losing more crown and will require more effort in planishing to restore the panel's crown. If you can properly set up the welder with more heat, you don't need any gap to get a full penetration weld.
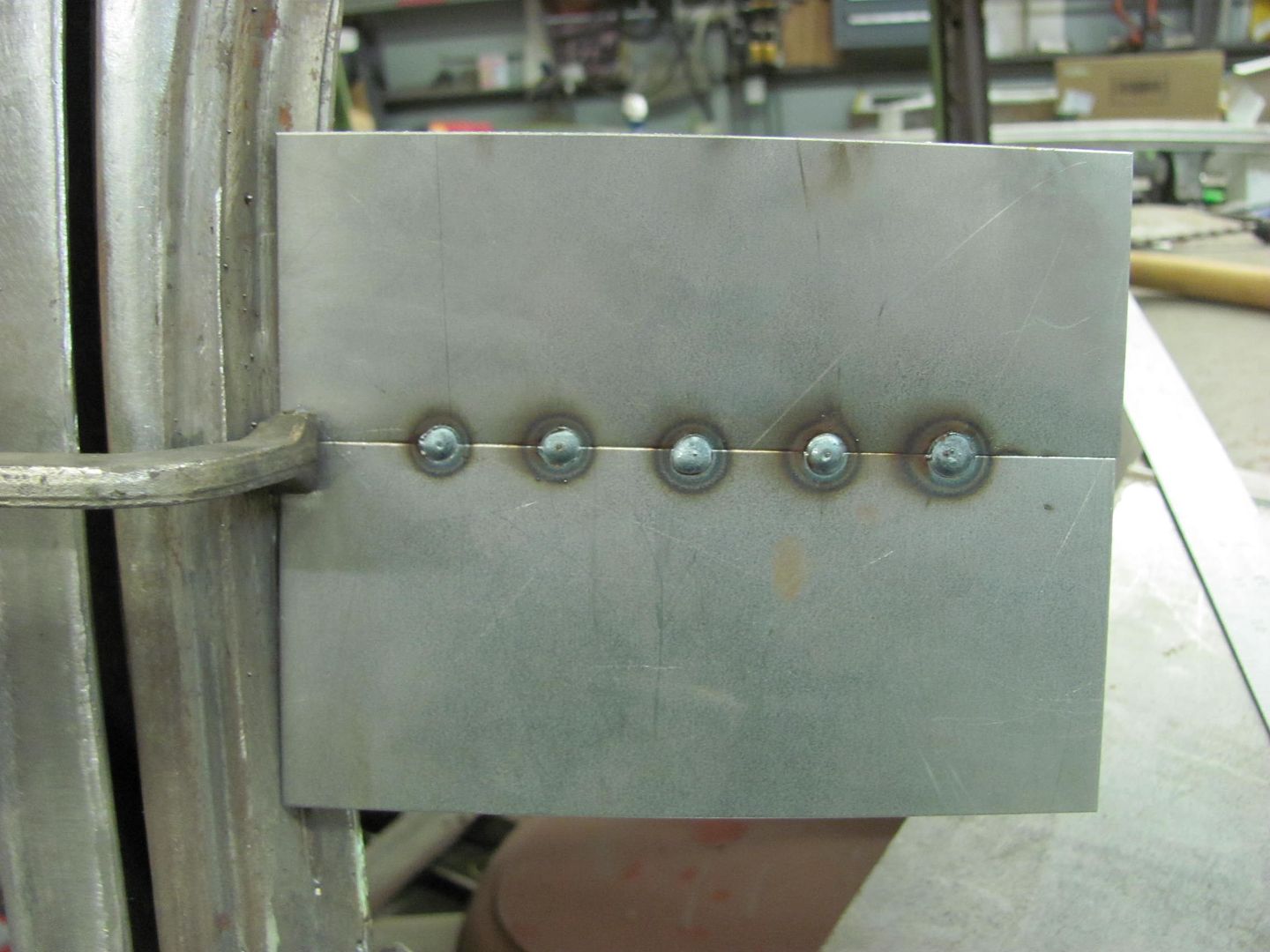
As to how I address the weld dots, lets look at this again:
When we weld one dot at a time (using the MIG), each and every dot is going to pull at the metal around it, from all directions, causing a shrink.
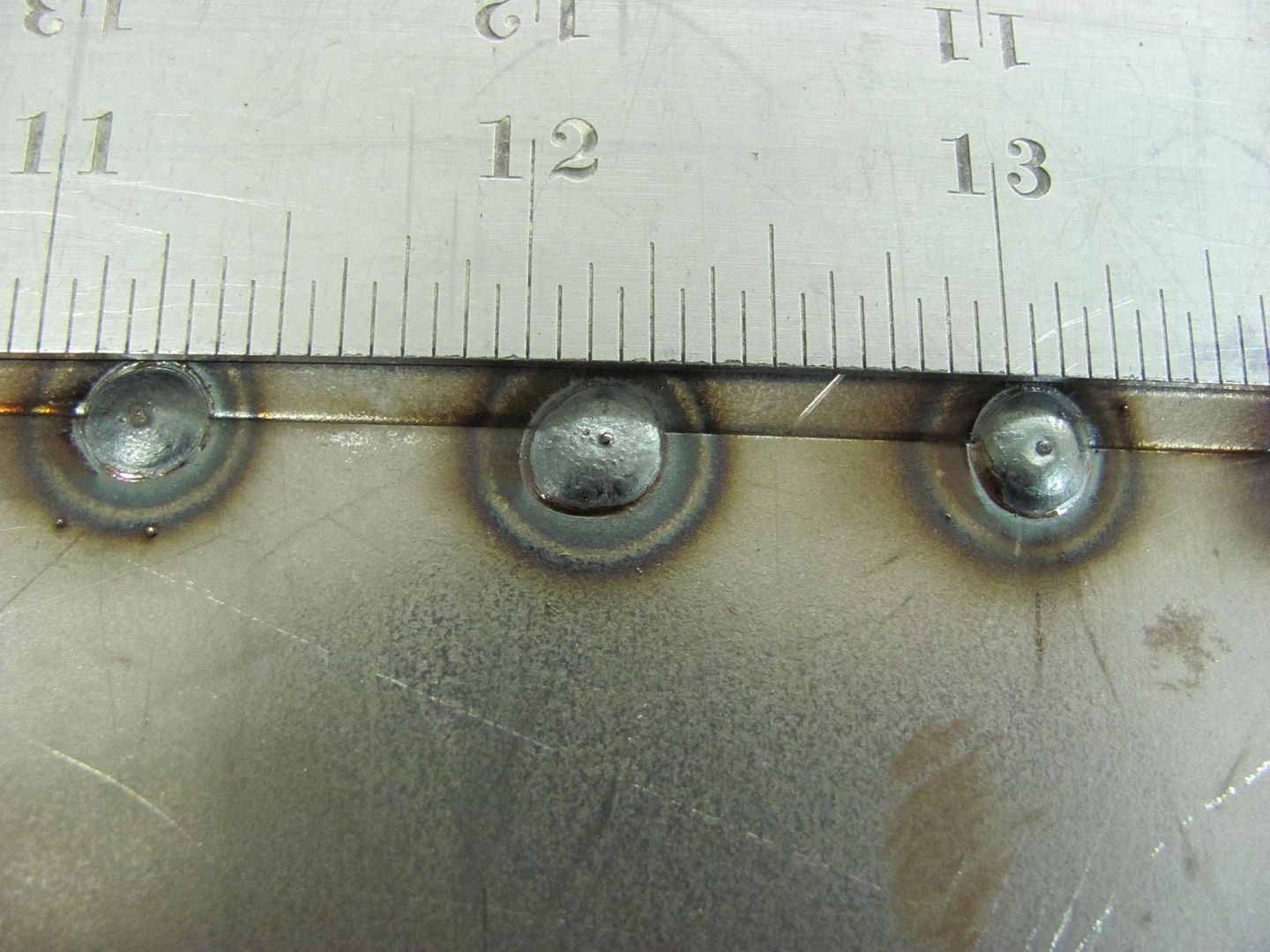
I have found that due to the manner in which each weld dot shrink pulls from ALL directions, you will have better luck in planishing to remove said shrinking effects if you can planish the weld dots while they are singular, sitting all by their lonesome. This will more effectively STRETCH that weld dot back out in all directions. And by stretching as you go, you eliminate the panel being pulled into a valley as your picture shows. As far as tacking the panel, you would want to start your tacks at one end and work toward the other. I know many people will tell you to skip around to minimize heat buildup, and I have been one of those. But if you tack one end and then move to the opposite end, you run a greater risk that one panel may have more material than the other. Once things get all tacked up, this results in a panel bulge on one side of the weld. So tacking from one end and working progressively to the other will help to eliminate this by being able to align the panels together as you go. Now that the panel is tacked and weld dots are spaced about (2 or 3"), go back and planish each weld dot individually, to add a bit of stretch. At this point, I use a 3" cutoff wheel to grind down the dots to just above flush. This gets them out of the way for planishing the next sets of dots, and by leaving them just above flush, you can do the final cleanup with a roloc sander all at once. by trying to grind things down to perfectly smooth after each, you run a greater risk of inadvertent sanding of the metal to the sides of the welds, which may thin and weaken the panel. So I hold off on this until the end. For your grinding disc, I prefer to use cutoff wheels about 1/16 thick. This gives a much smaller contact area than most any other method, so you will have less heat buildup from the grinding process.
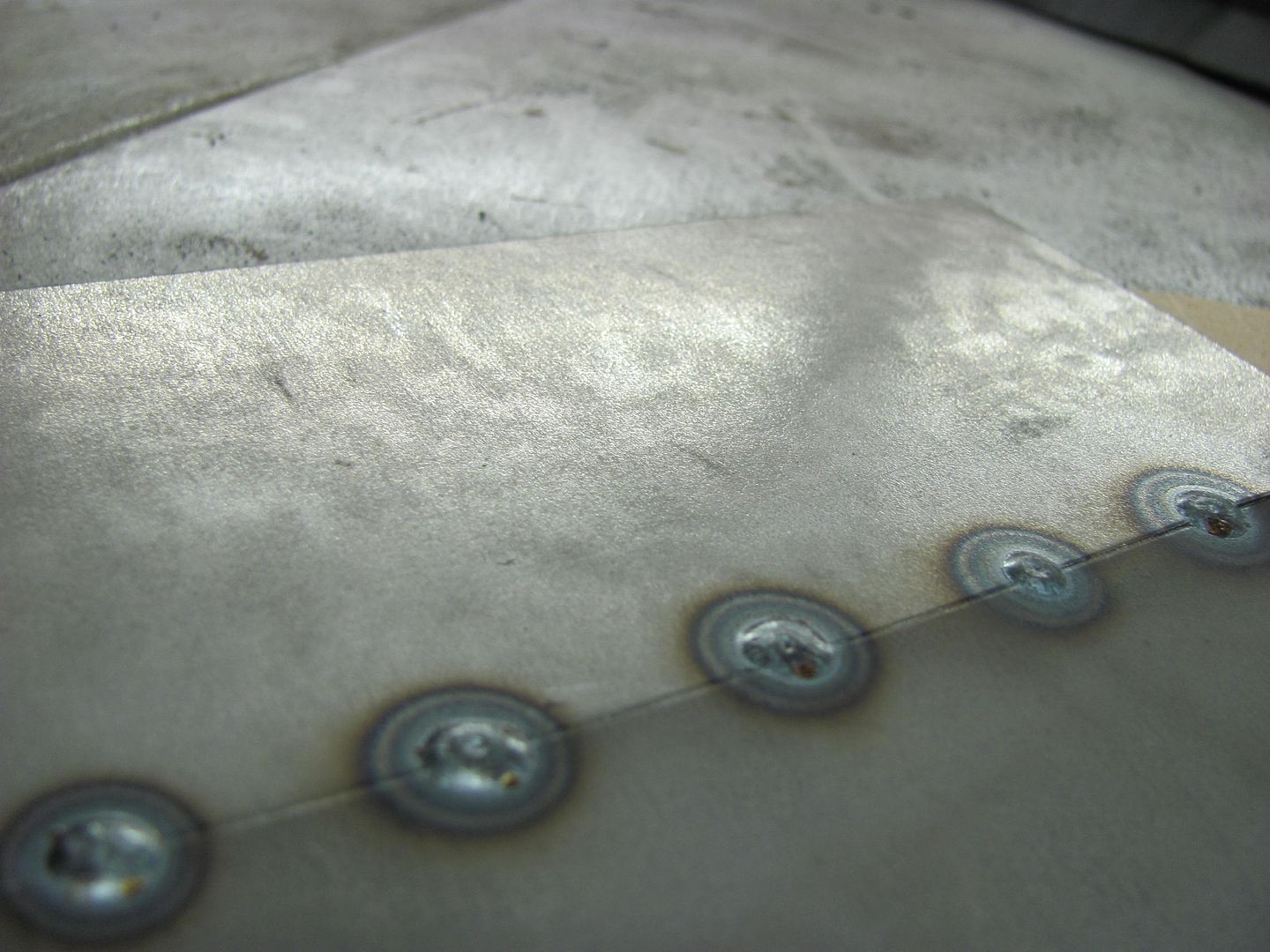
Once these initial welds are planished and ground down just above surface, then continue, adding a weld between each one until your welds are spaced about 1" apart. At this point (still planishing and grinding after each time) instead of hitting the center between for weld location, start overlapping by about 1/3 of the last welds. By overlapping, you will have less risk of missed spots or pin holes. Continue with the weld, planish, grind, repeat until the seam is done. I typically weld from start to finish using weld dots only, none of the longer passes at the end, in order to keep everything consistent throughout the process.
For the cutoff wheels, I spend the extra coin and get ones rated for stainless steel. This makes them last longer and put less of that brown haze in the air that you see from the cheap HF or swap meet specials. By the time you figure out the cost of how quickly the cheap ones wear away, you haven't saved a thing. With the bulk of the welds being removed by a cutoff wheel, we are only dressing what little remains of the weld and blending that into the parent metal. I use a 60 or 80 grit roloc, that should be as coarse as you need to go.
There are a few different considerations in locating weld seams on low crown panels, such as the quarter panel or a door skin. In most cases, as mentioned above, a seam horizontally through the middle of the panel is just asking for trouble as there is little shape (strength) in the panel to resist any movement/distortion from the shrinking, and why a weld here normally results in a severely caved in valley. (given no planishing to counteract the shrinking). For the most part one would put the weld up as high as possible, as most quarters have more shape toward the top where the quarter slopes inward to help resist movement and distortion. It also puts the seam up where most if not all is better accessible for planishing. Alternatively, a bodyline crease often serves the same benefit. That is the normal scenario.
In other cases, where the panel is blocked by an inner wheelwell or other structure that prevents/discourages planishing the weld. In this case, one can be creative in making a dolly on a stick, say a piece of steel flat bar that would fit in the void, welded to a pipe to allow better reach. I've also employed the assistance of my nephew in remote cases where his youth permitted more of a contortionist approach over what my body refuses to do anymore. This is also why it is important to planish those weld dots individually, and then grind them out of the way, front and back. This way two people can better work together on either side of a panel to planish out the welds, and find the correct weld dots in doing so. Next, you have the option of removing the outer wheelwell to better address an exterior panel that everyone will see, and then replace the wheelwell after you are satisfied with the metal bumping and finish work on the quarter.
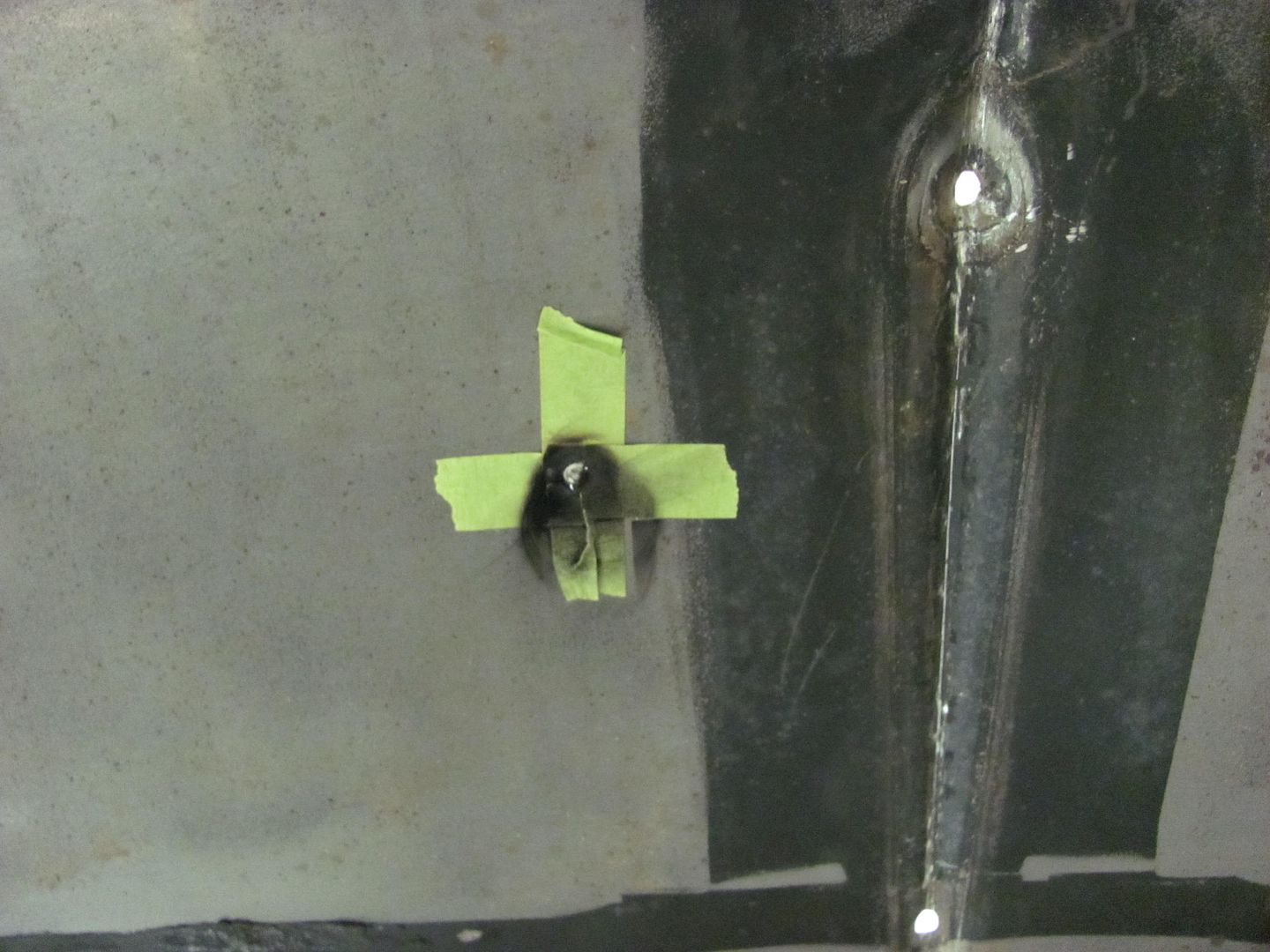
Next, you can use features of the panel in your favor. As an example, here is a lower replacement panel that I fabricated for the bottom of a 55 Chevy wagon lift gate, that has had no planishing performed, and looks to be virtually flawless...





Any imperfection are slight enough that epoxy primer will take care of them. But as you can see, the panel where the weld travels through has a crown that protrudes outward in the horizontal plane, and inward in the vertical plane. So the shrinking forces tended to counteract each other, and the panel stayed exactly where it was. The weld's limited length also help out to limit the shrinking effects. So this shows a good example of using panel profiles in weld placement to limit distortion/panel movement while using the mig. Sorry to bombard you with so much info at one time, but hopefully it will steer you towards success in welding in your panels. Any questions or clarifications, please ask away..