tgreese wrote:I have a specific question about planishing. What do you do when you are repairing something like a rocker panel where you have no access to the back side after it is welded? I would guess that you use the same dot-by-dot technique, with grinding using the cutoff wheel, and skip the planishing. Must you make your replacement panel slightly oversize, so that the shrinkage from welding gives you the right final profile? If so, how do you guess how much extra panel length is needed?
Tim, one of the most important decisions in making your patches for anything is weld location. For something like a rocker panel, if you're only patching a small hole, then I would caution that rust is seldom limited to what shows on the outside, so my suggestion would be to replace the entire rocker if available or within your fabrication skill level. The factory method of spot welds or the alternative of plug welds will be the best installation method to eliminate the shrinkage encountered on a butt welded seam.
To preface the second option, let's assume you are replacing a small section in the rocker about 6" wide. Rather than use a square patch on the outer surface only, I would rather extend the top and bottom to include any flanges as per factory style that would allow the factory weld method to be used in the horizontal attachment, and would limit butt welded seams to qty of two vertical instead of four around a perimeter. Now let's look at a vertical butt welded seam. Here is a cross section of a crowned panel, makes no difference if it's a quarter panel or rocker panel, the crown will act the same.
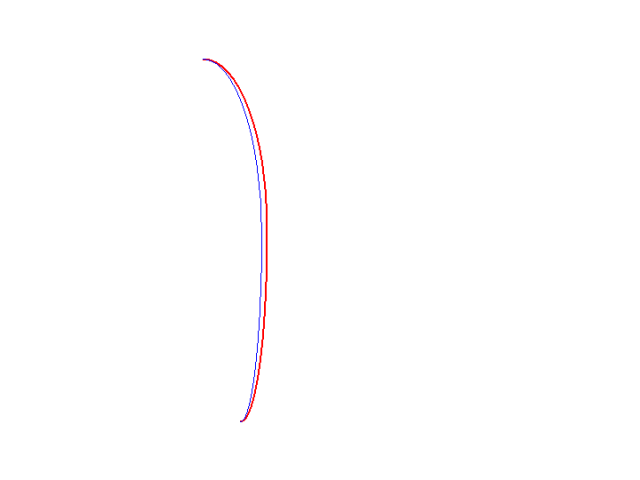
The red line represents a cross section of the panel in it's normal state. Now given a vertical weld seam from top to bottom of said panel, the shrinkage that occurs from welding will shrink circumferentially around each and every weld dot. With the cumulative shrinking effects along that seam, it will shrink to the extent that the weld seam now sits along the blue line. This is why any such weld seam along an outward crowned panel always ends up with a valley caved in. Many people will misread all this movement as the panel stretching, but it is indeed a result of shrinking, and needs some planishing to stretch the area in order to return to normal.
Following that info, this next option would be to prestretch along the vertical seams, only at the edges of the adjacent panels, and insure the excess protrudes outward. The amount needed is something that is going to come with experience, but it is likely less than you think. As an example, the process of cutting with Wiss shears that contain the tiny serrations in the jaw will actually cause a bit of a stretch as you cut. You would likely need more stretch than that, but not much more. In this method, I would use flanges at the top and bottom for factory style spot/plug welds and two vertical butt welds, having the pre-stretch needed only along the vertical seams.
The other consideration here, addressed earlier in this thread, is that the starting and stopping of using Mig welded dots introduces more deformity than if you did a continuous weld seam, like that possible with Tig or O/A gas welding on sheet metal. A continuous non-stop weld process heats up gradually across the panel adjacent to the weld seam and cools down gradually as you progress, so the weld shrinking is less than you'll experience with the circumferential shrink around each and every Mig weld dot.
Last option, some quality filler can fill in the low spots. Sure, we'd all like to accomplish a repair without it, but in some cases doing a partial repair (ie: not replacing the entire panel) does not leave you with much choice. We all need to accomplish what is within our skillset, and work toward improvement each time we do a similar repair.
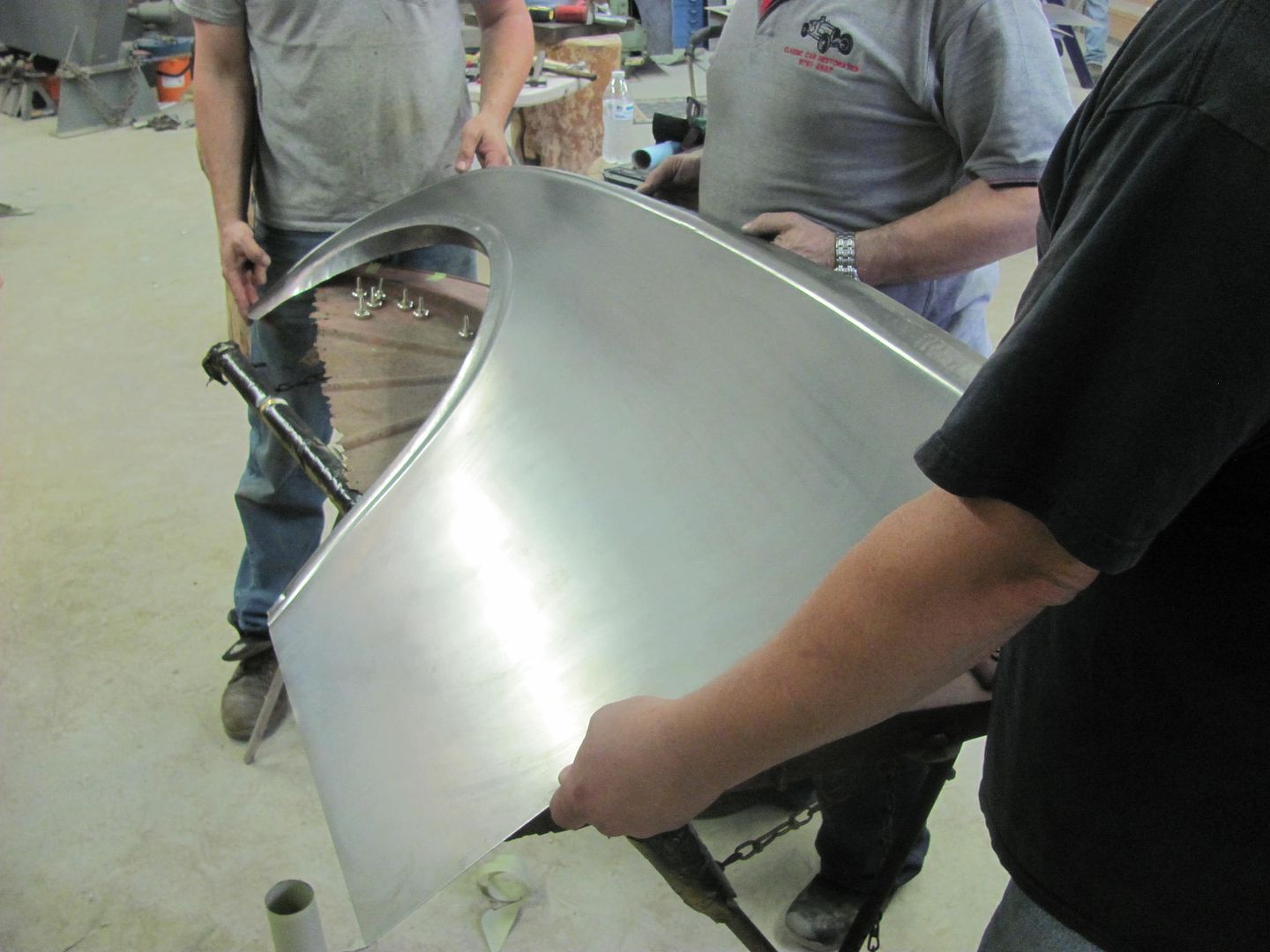
Food for thought, looking at the lift gate repair I've shown at the bottom of Pg 1 of this thread, there is minimal distortion along those two welded seams. But here we have two "opposing" crowns, in the horizontal direction you have an outward crown, in the vertical direction you have an inward crown. So as the shrinking effects were realized, the opposing crowns held the panel in place with no discernible distortion. This is about the only place I have seen such minimal distortion with the Mig welded butt seam, and it did fit your criteria of no access from the back side. Perfect example of my earlier statement of weld location being one of the most important decisions.